Quoi de neuf dans la version 2 de TP AC/DC ?
Les nouveaux postes à souder TIG AC/DC version 2 sont améliorés et dotés de plusieurs nouvelles fonctions. Cet article décrit les nouveautés de la version 2 par rapport à la version 1 et vous guide à travers certains ajustements importants que vous devez effectuer pour obtenir une meilleure expérience avec ces machines.
Nouvelles fonctionnalités :
DYNAMICS
Cette fonction était disponible dans la série TP DC et est maintenant également disponible dans la version 2 du TP AC/DC. En soudage TIG, elle permet un apport thermique constant et peut dans certains cas être une aide pour les soudeurs qui n’ont pas de « main » entraînée. Vous pouvez voir une démonstration de cette fonctionnalité dans cette vidéo :
MMA PULSÉ
Également disponible dans la série TP DC et maintenant dans la version 2 TP AC/DC, dans cette fonction, le courant oscille entre deux valeurs (courant de crête et courant de base). Les applications pour ce type de soudage à l’électrode enrobée varient, allant du soudage vertical montant, au plafond à moins de déformation sur les plaques minces, un meilleur contrôle de l’arc et un meilleur soudage sur les plaques avec gap.
TIG SPOT
La fonction TIG SPOT permet une répétabilité et une perfection maximales lors de la réalisation de points avec le soudage TIG. Réglez votre cycle TIG, ajustez le temps de point de 0,1 à 20 secondes et faites des points parfaits et uniformes.
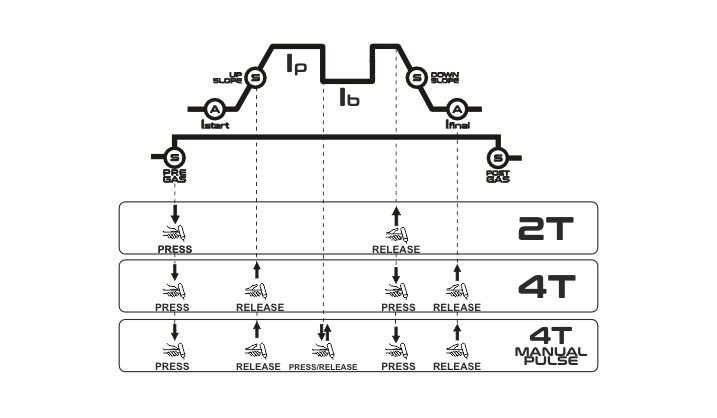
MANUAL PULSE
Lorsque la machine est réglée sur le soudage TIG 4T et non pulsé, l’opérateur peut basculer entre le courant principal et le courant de base, etc., en appuyant et en relâchant rapidement la gâchette de la torche.
JOBS
La fonction JOBS, mémoires pour enregistrer et répéter vos programmes de soudage, n’est pas nouvelle dans la version 2, mais elle est passée de 9 mémoires disponibles (version 1) à 20 (version 2), permettant à l’opérateur d’avoir plus de marge de manœuvre.
ALLUMAGE DE L’ARC
L’amorçage de l’arc TIG a été amélioré dans la version 2. Pour optimiser l’amorçage de l’arc, l’opérateur devra définir au préalable l’épaisseur de l’électrode de tungstène. Il s’agit d’un ajustement important qui affectera grandement la qualité du travail de soudage. . Par conséquent, nous transcrivons une partie du manuel d’instructions :
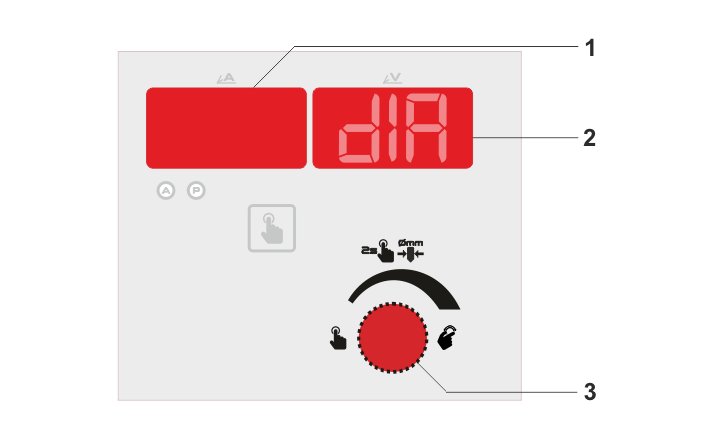
– Appuyez sur le bouton 3 pendant 2 secondes jusqu’à ce que l’afficheur 2 indique dIA. Tournez le bouton 3 pour sélectionner le diamètre d’électrode en tungstène approprié (les valeurs 1,0, 1,6, 2,4, 3,2 ou 4,0 mm sont affichées sur l’écran 1).
ERREUR 6
Dans la version 2, une nouvelle erreur a été introduite (Er6) où la machine détecte automatiquement le manque de phase d’une certaine installation électrique et alerte l’opérateur.
Ce sont les principales caractéristiques que l’utilisateur doit prendre en compte dans ses soudures. De plus, la machine a été améliorée et optimisée en interne, notamment dans le module haute fréquence et dans le module de contrôle.
Recherche
